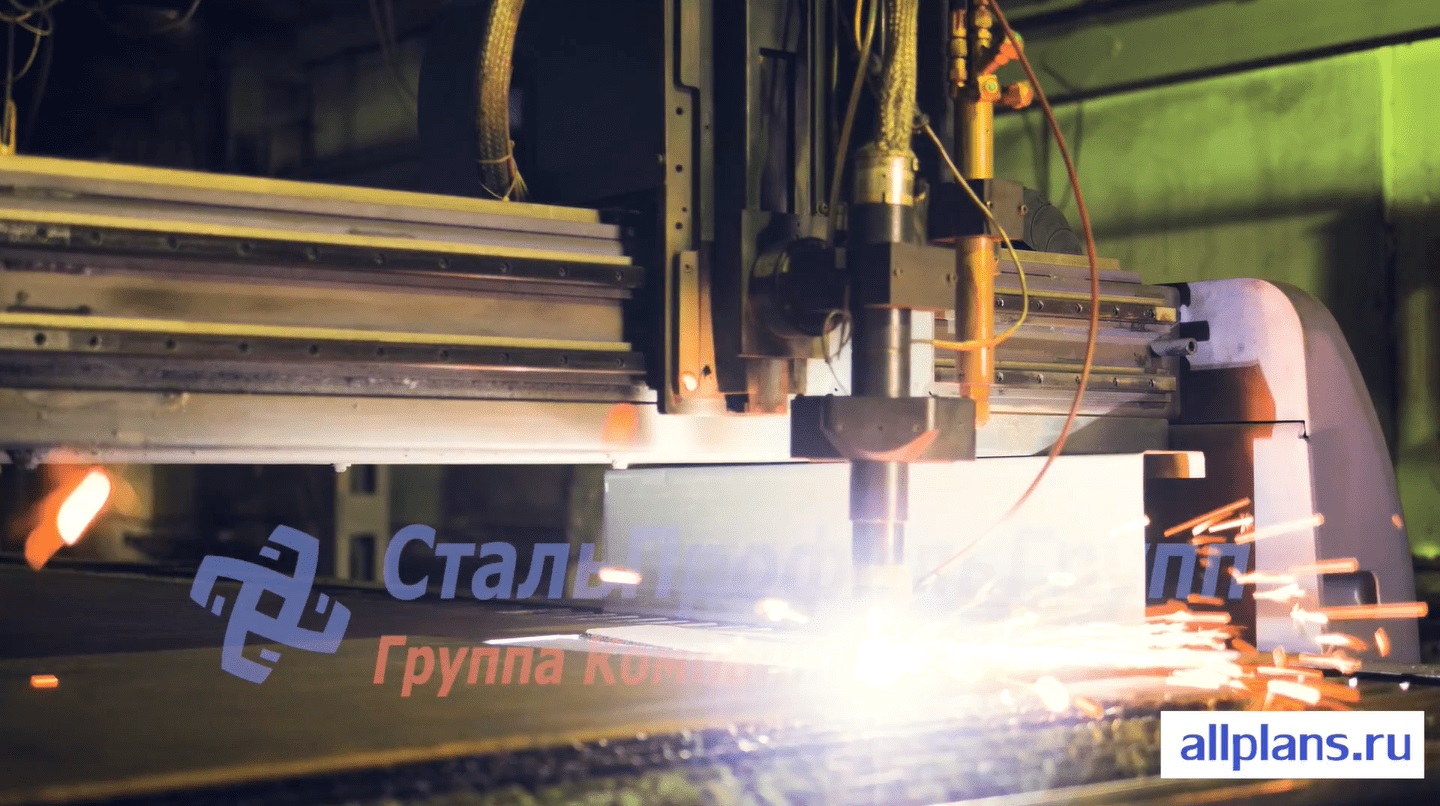
Плазменная резка – особый вид обработки металлов. В качестве режущего инструмента здесь используется не резец, а струя плазмы. Между электродом и металлом создается электрическая дуга. В область реза подается газ под давлением, и он превращается дугой в струю плазмы (поток ионизированного газа служит проводником электричества). Температура плазменной струи может составлять от 5 до 30 тысяч градусов, а скорость – варьироваться от 500 до 1500 м/с. Таким образом можно разрезать сталь и различные сплавы толщиной до 200 мм (трубы, круг, листы).
Плазменная резка металла – метод точного раскроя листового металлопроката струей плазмы. С помощью данного метода можно разрезать цветной, черный, тугоплавкий металл без нарушений структуры металла в области разреза.
Группа Компаний «СтальПрофильГрупп» осуществляет плазменную резку листового металла на автоматизированной машине «Retro Systems Hornet HD-200» (США) с ЧПУ, на базе Hypertherm.
Цены на плазменную резку
Из чего формируется стоимость:
Мы производим резку и пробивку отверстий любой сложности.
Стоимость услуги плазменной резки дана со стоимостью материала.
Расходные элементы при раскрое, применяются исключительно оригинальные.
Толщина разрезаемого металла (плазма / газ. резак): до 50 / 100 мм.
Длина / ширина стола: 7 / 2 м.
Сроки услуги плазменной резки – от 2 до 5 дней.
Мы можем вырезать для Вас любой рисунок на листовой стали, без каких-либо ограничений в геометрической сложности по эскизам или чертежам.
Применяемые стали – черная, нержавеющая, алюминий (углеродистые и низколегированные), производства исключительно заводов Северсталь, Липецкий (НЛМК) и Магнитогорск.
Каждая изготовленная деталь обязательно проходит проверку и мы уверены в качестве нашей работы. Любое исправление брака за наш счет.
Цены указанны с учетом НДС.
Марка стали "Ст-3"
Толщина листа, мм
Цена за 1 тонну при объеме заказа:
от 0,5 до 1 т
от 1 до 5 т
от 5 до 10 т
свыше 10 т
4
95040
87780
84820
82800
5
95810
88110
85370
83260
6
97020
88330
85590
83605
7
98230
88550
86250
83950
8
101090
89210
86470
84410
10
105050
89430
86800
84755
12
108240
90090
87240
85215
14
111100
90640
87570
85560
16
113190
91080
87900
85905
18
115610
95810
88010
86365
20
118140
99110
89770
86710
25
134310
107580
94060
87170
Марка стали "09Г2С"
Толщина листа, мм
Цена за 1 тонну при объеме заказа:
от 0,5 до 1 т
от 1 до 5 т
от 5 до 10 т
свыше 10 т
4
103950
96140
92740
90620
5
104830
96360
93290
91195
6
106260
96690
93510
91540
7
107580
96910
94280
91885
8
110660
97680
94500
92460
10
115060
97900
94940
92805
12
118360
98670
95380
93265
14
121550
99220
95820
93610
16
123860
99660
96150
94185
18
126610
104830
96260
94530
20
129360
108460
98240
94875
25
146960
117810
102860
95335
Наша плазменная резка металла
Для полноты просмотра включите звук
Отзывы клиентов
Заботина Ю.А.
Генеральный директор ООО «БИОМЕДСТАНДАРТ»
От лица компании «БИОМЕДСТАНДАРТ» хотим выразить благодарность коллективу Группы Компаний «СтальПрофильГрупп» за профессионализм и оперативность, проявленные в рамках нашего сотрудничества.
СтальПрофильГрупп производили строительно-монтажные работы по строительству складского здания с офисами общей площадью 1 404 метра квадратных расположенного на территории посёлка Шаховская, Московской области.
Генеральный директор ООО «Энергетические технологии»
Генеральный директор ООО «Энергетические технологии» Безноздрев Г.В. от имени
коллектива выражает слова благодарности ГК «СтальПрофильГрупп» за плодотворное
сотрудничество и проявленный профессионализм. Заказывали у этого производителя 6 000 м2 сэндвич панелей с доборными элементами для строительства здания сортировки бытовых отходов в городе Москва.
ООО “Тихвинский уездъ” выражает искреннюю благодарность профессиональному коллективу Группы Компаний “СтальПрофильГрупп” за плодотворное сотрудничество.
За период совместной работы компания осуществила весомый вклад в строительство производственного здания размером 18х52, полезной высотой 6 метров и общей площадью 1 000 м2, г. Смоленск.
Генеральный директор ООО «Строительный холдинг – КМТ»
ООО «Строительный холдинг – КМТ» благодарит коллектив Группы Компаний «СтальПрофильГрупп» за продуктивное сотрудничество и оказание услуг по изготовлению и поставке комплекта сэндвич-панелей с фасонными элементами.
Материалы предназначались для отделки павильонов площадью 2 500 м2 в г. Москва, район ВДНХ.
ООО «ТЕРМАКС» является ведущим производителем сэндвич-панелей в Южном Федеральном округе нашей страны. Этим письмом благодарим сотрудников ГК «СтальПрофильГрупп» за проведенные работы по проектированию и изготовлению металлического каркаса для строительства складских помещений площадью 2160 м2 в г. Ростов.
Руководство нашей компании отметило в работе ГК «СтальПрофильГрупп» важное качество — соблюдение сроков.
У нас был типовой проект склада ангарного типа площадью 1000 м2, с поставкой во Владимирскую область, поселок Першино, Киржачский район.
Работа с ними была разбита на два этапа: вначале приобретались только металлоконструкции, вторым этапом сэндвич панели. Монтаж осуществляли своими силами.
ООО “Свобода” в лице Генерального директора Сновальникова А. Ю. благодарит коллектив Группы Компаний “СтальПрофильГрупп” за продуктивное сотрудничество.
Компания была выбрана в качестве исполнителя работ по проектированию и изготовлению металлоконструкций и сэндвич-панелей для быстровозводимого здания, при строительстве производственного объекта на территории Смоленской области, общей площадью 2 500 м2.
Во всех аспектах своей деятельности наша фармацевтическая производственная компания придерживается основного правила — сохранять и приумножать здоровье граждан.
При выборе любого стороннего подрядчика, он проходит процедуру проверки по нашим внутренним требованиям. Стараемся выбирать надёжных и ответственных партнеров, с хорошей репутацией.
ООО «Светлояр» занимается производством мебели для бюджетных предприятий России.
Этим письмом хотим выразить благодарность ООО «ГК СтальПрофильГрупп» по итогам сотрудничества в 2016 году.
Компания выступила в роли подрядчика в рамках строительства производственных и административных помещений и здания котельной общ. площадью 2 500 м2 в Гагаринском районе, Смоленской области, пос. Мальцево.
Компания ООО «Горизонов» выражает благодарность профессиональному коллективу Группы Компаний «СтальПрофильГрупп» за тесное и плодотворное сотрудничество!
В рамках совместной работы над строительством здания магазина на территории г. Москвы (ЦАО) «СтальПрофильГрупп» осуществляли изготовление и доставку стеновых и кровельных сэндвич-панелей, общей площадью 1 500 м2 на наш объект.
От имени компании ООО «ТМ Декор» выражаем благодарность Группе Компаний «СтальПрофильГрупп» за исполнительность и профессиональность в работе.
Компания стала нашим партнером и подрядчиком в рамках строительства производственного здания общ. площадью 500 м2 на территории г. Долгопрудный, Московской область (2018г).
По нашему заказу были спроектированы, изготовлены и смонтированы «Под Ключ» металлический каркас и сэндвич-панели, для вышеуказанного объекта.
ООО “СК ЭлФас” благодарит Группу Компаний “СтальПрофильГрупп” за проявленный
профессионализм в рамках совместной работы над строительством производственного цеха в
Смоленской обл., г. Вязьма.
ГК “СтальПрофильГрупп” осуществляла изготовление панелей типа “сэндвич” на
собственном обновленном производстве.
Общая площадь Заказа составила 6 500 м2 как кровельных, так и стеновых панелей.
ООО «Веста» является одним из ведущих производителей мебельной продукции в центральной части России. Высокое качество используемого сырья и ответственный подход к контролю качества собственной продукции определяет наше отношение к выбору надёжных подрядчиков.
В начале 2016 года для расширения производства было принято решение построить быстровозводимое здание из металлоконструкций с последующей отделкой сэндвич панелями.
Генеральный директор ООО «Строительно-монтажное управление N1»
ООО “Строительно-монтажное управление N1” выражает слова благодарности Группе Компаний “СтальПрофильГрупп” за профессионализм и ответственность, проявленные при сотрудничестве.
Они давно зарекомендовали себя на строительном рынке РФ. Разработка проектной документации, собственное производство металлокаркасов и сэндвич-панелей с использованием современных технологий - ключевое преимущество ООО “ГК СтальПрофильГрупп” над конкурентами в данной нише.
Наше сотрудничество с ГК «СтальПрофильГрупп» началось в начале лета 2017 года с проектирования и поставок металлических конструкций с сэндвич панелями, для постройки здания площадью 1200 м2 под производство косметических средств и бытовой химии в Заокском районе Тульской области.
Группа Компаний «СтальПрофильГрупп» хорошо известны в ЦФО, как производитель металлоконструкций и сэндвич панелей отличного качества и надёжности.
ООО «Курский профнастил» работает в сфере изготовления, продаж и монтажа металлочерепицы, профнастила и металлического сайдинга.
Мы поддерживаем деловые связи с большим количеством компаний по всей России и очень внимательно относимся к своим контрагентам, особенно новым.
В январе 2019 года заказали в Группе Компаний «СтальПрофильГрупп» около 7 000 (Семи тысяч) погонных метров оцинкованного строительного профиля, что в объёме составляет около 27 (Двадцати семи) тонн металла.
ООО «МалКор» искренне благодарит Группу Компаний «СтальПрофильГрупп» за качественное и оперативное проведение строительно-монтажных работ.
Наше сотрудничество началось в 2017 году.
Специалисты компании зарекомендовали себя достаточно профессионально при осуществлении проектирования, изготовления и монтажа сэндвич-панелей в рамках строительства двухэтажного Торгового Центра общей площадью 500 м2 по адресу: Московская обл., село Малаховка.
Компания «МЕГАТРАНС» выражает свою признательность Группе Компаний «СтальПрофильГрупп» за поставку металлического каркаса и сэндвич-панелей для сооружения здания складского назначения общей площадью 700 м2 в город Новый Уренгой.
Хочется отметить следующие моменты в процессе нашего сотрудничества.
Такой процесс обработки известен как РАС. В зависимости от используемой технологии различают резку плазменной струей или плазменно-дуговую. Первый вариант подходит для неметаллов. Дуга зажигается между формирующим наконечником плазмотрона и сварочным стержнем.
Второй вариант подразумевает запуск дуги между неплавящимся сварочным электродом и обрабатываемым материалом. Высокоскоростная струя плазмы и столб плазменной дуги в этом случае совмещаются, чем обеспечивается максимальная эффективность процесса реза.
Определение процесса
Плазменная резка относится к высокоэффективным современным технологиям и широко применяется для получения заготовок в серийном и массовом производстве. Обычно таким образом обрабатываются листовые металлы толщиной до 40 мм, при этом сохраняется возможность вырезать сложные криволинейные контуры с точностью 0,25 мм (точность позиционирования плазмореза сохраняется в пределах 0,1 мм). По составу материала ограничений практически нет: для обработки подходят конструкционные и инструментальные стали, высоколегированные сплавы на основе никеля и хрома, сплавы на основе алюминия, латуни и меди.
Суть плазменной резки
Обработка с использованием плазмореза позволяет быстро получать заготовки без перегрева и деформаций (в отличие от газовых резаков) и вырезать любые рисунки, не прерывая контуры и существенно снижая расход материала (в отличие от ленточных станков или углошлифовальных машин).
Суть метода заключается в следующем:
источник тока выдает нужное напряжение и передает ток на плазмотрон;
между катодом и анодом загорается электрическая дуга;
компрессор подает по шлангам сжатый воздух, который затем направляется и закручивается завихрителями;
поток воздуха попадает на электрическую дугу, благодаря чему она ионизируется и разогревается (так формируется дежурная дуга);
к изделию подносится кабель массы, и дуга формируется уже между ним и резаком (она называется рабочей);
производится рез рабочей плазменной дугой по нужному контуру.
После резки выполняется продувка воздухом, что позволяет удалить микронаплывы, оставшиеся после горения, и охладить электроды.
Такой процесс может использоваться не только для резки, но и для сварки. Тогда необходимо использовать присадочную проволоку и подавать не воздух, а инертный газ.
Принцип действия
Плазмотрон позволяет выполнять один из 2 возможных способов обработки – резак прямого или косвенного действия.
Резак прямого действия
В этом случае электрическая дуга зажигается между резаком (он является катодом) и изделием (анодом). Электрод помещается внутрь корпуса с соплом, затем подается газ под давлением. Он проходит мимо электрода, ионизируется и разогревается до высоких температур. Во время прохождения сопла поток ускоряется. Электрическая дуга расплавляет металл, и раскаленный газ выводит его из зоны нагрева.
Технология подходит для ручного и механизированного способа обработки. Она используется для резки большинства металлов и сплавов.
Резак косвенного действия
В этом случае источник электрической искры помещается в резаке, и на обрабатываемый металл действует только поток плазмы. То есть разрезаемый металл в образовании плазменного потока не участвует. Обработка происходит плазменной струей, сформированной из электрической дуги между соплом плазмотрона и электродом.
Такая технология применяется для металлов с малой электрической проводимостью, неметаллов и диэлектриков. Оборудование косвенного действия дороже, чем прямого.
Особенности плазменной резки
Высокотехнологичный процесс обладает своими преимуществами и недостатками, что во многом определяет область его использования.
Достоинства
Возможность обрабатывать любые металлы, в том числе нержавеющие, цветные сплавы, титан, чугун, медь, алюминий;
На малых и средних толщинах скорость обработки в разы превышает скорость газовой резки;
Разрезаемая заготовка нагревается локально, так что тепловая деформация исключена;
Предварительный прогрев не используется: оборудование и заготовка сразу готовы к выполнению операции;
Поверхность после реза остается чистой, ровной по всей глубине, без заусенец;
Высокая точность и чистота позволяет обойтись без последующей механической обработки, что существенно снижает трудоемкость операций на заготовительном участке;
Нет ограничений по геометрической форме изделий: возможна вырезка очень сложного фигурного контура (но в чертежах все линии должны быть преобразованы в кривые);
Использование плазмореза позволяет исключить применение взрывоопасных газовых баллонов и минимизирует загрязнение воздуха в рабочей зоне, хотя защитные средства для рабочих все равно понадобятся.
Недостатки
Дороговизна плазмотрона и высокая стоимость реза (цена зависит от вида обрабатываемого материала, его толщины и количества погонных метров реза, указывается за 1 п.м);
Достаточно шумный процесс обработки (газ подается на околозвуковой скорости);
Необходимость специально обучать рабочих новой технологии и техническому обслуживанию агрегата;
Важно следить, чтобы отклонение от перпендикулярности реза не превышало 10-50 градусов (в зависимости от толщины), в противном случае зона реза будет чрезмерно расширяться.
Какое оборудование используется для плазменной резки
Для этой технологической операции используются стационарные станки и компактные переносные модели (считаются бюджетным мобильным вариантом, подходят для работы в труднодоступных участках, в том числе на высоте, и обеспечивают рез металла до 12 мм толщиной). Крупные транспортируемые аппараты с плазмотроном могут разрезать металлы до 100 мм толщиной.
Вне зависимости от размеров, все плазменные резаки имеют схожее строение. В них предусмотрены:
рукоятка и кнопка пуска;
стержневой электрод (катод) и внутреннее сопло (анод), необходимые для формирования дуги;
компрессор для подачи воздуха и завихритель для направления потока, а также комплекты кабелей для их подключения;
изолятор, предупреждающий контакт электродов и защищающий внешние части конструкции от перегрева;
комплект наружных сопел для металла разной толщины;
наконечники, закрывающее сопло от брызг раскаленного металла;
термостойкие изоляторы между соплом и электродом;
насадки для удаления нагара или регулировки расстояния.
Если электрическая цепь замыкается между плазмотроном и изделием, то в аппарате будет предусмотрено 2 провода. Один из них проведен к горелке, а второй крепится на поверхности заготовки. Также есть оборудование с катодом и анодом в сопле: в конструкции предусматривается только один кабель, подведенный к горелке, что позволяет поддерживать дугу постоянно в рабочем состоянии. Такой метод обработки часто выбирается для реза материалов с низкой токопроводящей способностью. Эти технологии относятся к воздушно-плазменной резке и предполагают использование компрессора.
Существуют плазморезы, работающие без компрессора. В них предусмотрен специальный резервуар для очищенной (дистиллированной) воды. Она подается на электроды и испаряется. Тем самым создается ионизирующее вещество, и давление, формирующее электрическую дугу, усиливается.
Считается, что форсунки, охлаждаемые воздухом или потоком газа, надежнее. Модели оборудования, где предусмотрены форсунки с жидкостным охлаждением, обеспечивают более высокое качество обработки. Как правило, это установки повышенной мощности.
Источники питания для оборудования
Для оборудования плазменной резки в качестве источников питания могут применяться:
Трансформатор. Не чувствителен к перепадам напряжения в электрической сети. Обеспечивает достаточную мощность для резки заготовок большой толщины, однако отличается низким коэффициентом полезного действия и большим весом. Подходит для устройств ручной и механизированной резки. В этом случае продолжительность включения составляет 100%. Благодаря таким показателям ПВ оборудование можно использовать весь рабочий день, без технологических промежутков. Получается, что резку по контуру можно поводить непрерывно, всю смену. Однако трансформаторы отличаются еще и повышенным энергопотреблением.
Инвертор. Обеспечивает стабильное горение дуги, но не могут обеспечить высокую мощность плазменной струи (то есть не подходят для заготовок большой толщины). По сравнению с трансформатором он экономичнее, легче и мобильнее, подходит для использования в труднодоступных местах и обеспечивает КПД на 30% выше.
Источники питания для плазмотронов работают от переменного тока, усиливая его либо преобразовывая в постоянный. Аппараты, работающие на постоянном токе, более продуктивны и подходят для резки заготовок увеличенной толщины или из труднообрабатываемых сплавов. Оборудование, работающее на переменном токе, хорошо себя зарекомендовало в обработке металлов с невысокой температурой плавления (например, алюминиевых сплавов).
Какие газы применяются для плазменной резки
Для плазменной струи могут использоваться:
Активные газы – воздух, кислород, чаще всего применяются для черных металлов
Неактивные газы – водяной пар, аргон, водород, азот, подходят для цветных металлов и сплавов
От типа используемых газов зависит состав плазмообразующей среды он, в свою очередь, считается основным параметром, определяющим технологический потенциал процесса. Использование разных по составу сред позволяет варьировать настройки теплового потока и объема тепловой энергии, обрабатывать материалы с различным хим. Составом, вязкостью и поверхностным напряжением, контролировать глубину прогрева и насыщаемого газом слоя. Также изменение состава газовой среды позволяет быстро выносить частицы расплавленного металла из зоны реза и тем самым защищать листовую заготовку от появления наплывов в нижней плоскости.
В зависимости от типа используемых газов выбирается нужная конструкция охлаждающего механизма в соплах, способ крепления катода и интенсивность подачи жидкости для охлаждения, циклограмма управления оборудованием и мощность устройства в целом. Это влияет не только на точность реза, но и на себестоимость каждой операции.
Технологические газы различаются по физическим свойствами (химической реакционной способности, теплопроводности, энергии ионизации и диссоциации). Тем самым определяется их пригодность для резки того или иного металлического сплава. Обычно применяются такие газовые среды:
Аргон – инертный газ с большой атомной массой, что позволяет ему эффективно выталкивать расплав металла из зоны реза. Он прекрасно зажигает струю плазмы и обеспечивает ее большую кинетическую энергию, но не может использоваться в качестве единственного компонента из-за низкой теплопроводности и малой теплоемкости
Водород отличается хорошей теплопроводностью и диссоциирует при высоких температурах. Это значит, что он «отбирает» энергию из зоны реза на себя, чем обеспечивает дополнительное охлаждение разрезаемых участков. В качестве единственного «рабочего» газа он не может применяться, поскольку не обладает достаточной атомной массой для эффективного выталкивания продуктов расплава из зоны реза
Химически пассивный азот сохраняет полную инертность при низких температурах и начинает взаимодействовать с металлом только при нагреве. Обладает хорошей теплопроводностью и достаточно высокой атомной массой, чтобы использоваться в качестве единственного режущего газа при обработке тонких заготовок из высоколегированной стали
Кислород при нагреве и взаимодействии с металлом окисляется. Весь процесс получается достаточно медленный для того, чтобы металл успевал расплавиться, но в целом скорость обработки получается высокой
Воздух как смесь азота и кислорода (70% и 21% соответственно) объединяет полезные свойства обоих этих газов. Считается самым бюджетным вариантом газовой среды. Чаще всего используется для резки низколегированных и нелегированных сталей
Газовые смеси (водород+аргон и так далее). Их соотношение подбирается в зависимости от вида обрабатываемого материала и его толщины. Для каждого из газов существует ограничение по объемному количеству в смеси
Существуют базовые рекомендации по подбору газов, создающих плазмообразующую среду. Вот главные:
Для обработки коррозионностойких сплавов в ручном или полуавтоматическом режиме используют азот. Он же необходим для меди и алюминия;
Низколегированная конструкционная сталь должна обрабатываться в кислородной смеси. Использовать кислород для реза нержавеющей стали, меди и алюминия нельзя;
Для резки титана нельзя использовать смеси на основе азота или водорода;
Высококачественная сталь может разрезаться в смеси азота и водорода (если в составе есть хром и никель, а толщина листового металла не превышает 6 мм) или в смеси аргона и водорода;
Для алюминия подойдет воздух, аргоно-водородная или азото-водородная смесь. Последний вариант обеспечивает практически перпендикулярный срез вне зависимости от разрезаемого металла.
Обрабатываемые материалы
Для обработки плазмотроном подходят черная сталь, нержавеющая сталь, алюминий, углеродистые и низколегированные сплавы. У каждой группы металлов – свои особенности резки, в том числе:
Низкоуглеродистая сталь считается наиболее подходящим и типичным для такого способа обработки материалом. Большинство стандартизированных карт реза, параметров скорости раскроя и значений тока созданы производителям оборудования именно для материалов этой категории
Высокоуглеродистая и оцинкованная сталь прекрасно поддается резке, но потребуется специальная тонкая настройка оборудования на месте. Режимы раскроя будут подбираться, исходя из состава каждой конкретной марки
Чтобы обрабатывать легированные, нержавеющие стали, понадобится также экспериментировать с режимами раскроя. Обычно отличия от табличных параметров для «черных» металлов составляют ±20%. Воздух в процессе используется редко. Рабочая среда создается газовой смесью, состоящей из аргона, азота, водорода, что позволяет сохранить структуру материала в зоне реза
Цветные металлы обрабатываются в газовой среде. Резка алюминия, титана или меди не производится воздухом, так как это приводит к увеличению нормы расхода и ухудшению качества кромки
Весь процесс плазменной резки планируется таким образом, чтобы точность реза и качество обрабатываемой поверхности соответствовали действующему ГОСТ 14792-80 (международный стандарт качества для плазменно-дуговой резки - ISO 9013-2002). Заготовка, получившаяся в результате такой обработки, должна без трещин в зоне реза, при этом край может быть острым и оплавленным. Стандартами регламентируется угловатость или допуск на перпендикулярность, а также шероховатость (допускается 1 из 3-х классов по ГОСТу).
Ручная плазменная резка металлов
Плазменные резаки ручного типа контролируются непосредственно оператором: в процессе разрезания заготовки аппарат находится на весу. Это неизменно отражается на качестве раскроя: на поверхности могут оставаться наплывы, неровности, неравномерности из-за рывков. Получить заготовку со сложным фигурным точным контуром в таких условиях невозможно. Для того, чтобы это стало реально, используют дополнительные приспособления – подставки и упоры, позволяющие проводить плазменную дугу точно по линии реза. Однако и в этом случае возникают сложности, так как будет затруднительно контролировать правильность зазора между металлом и соплом.
Технология реза ручным аппаратом заключается в следующем:
Сборка установки ручной плазменной резки, подключение к электросети;
Плазмотрон подносится к обрабатываемому материалу (расстояние – до 40 мм) и зажигают дежурную электрическую дугу, после чего открывают подачу газа;
Получают плазменную дугу, которая в момент соприкосновения с металлом становится рабочей;
Дежурная дуга отключается, а рабочая поддерживает непрерывное образование плазменного потока.
Если нужны заготовки с фигурным цельным контуром или необходимо произвести раскрой с максимальной точностью и минимальными потерями материала, рекомендуется использовать автоматические устройства.
Стоимость услуги плазменной резки дана со стоимостью материала, с учетом НДС и зависит от толщины металла и погонного метра реза.
Если Вас интересует более подробное коммерческое предложение, воспользуйтесь простой формой заявки внизу или отправьте её с нашего сайта в разделе «Сделать заказ», по эл. почте или позвоните по телефонам: 8 (800) 707-28-39.
Доставка автотранспортом: открытый или тентовый кузов с грузоподъемностью до 20 тонн (оптимальная загрузка — от 14 до 20 тонн).
Срок и стоимость доставки продукции зависят от расстояния между складом нашего предприятия и местоположением Покупателя.






































") Пожарный сертификат (сэндвич-панели)
Пожарный сертификат (сэндвич-панели)  приложение") Пожарный сертификат (сэндвич-панели) приложение
Пожарный сертификат (сэндвич-панели) приложение ") Сертификат соответствия ТУ (профиль)
Сертификат соответствия ТУ (профиль) ") Сертификат соответствия ТУ (сэндвич-панели)
Сертификат соответствия ТУ (сэндвич-панели) ") Пожарный сертификат (профили)
Пожарный сертификат (профили)  Сертификат соответствия ISO 9001:2015
Сертификат соответствия ISO 9001:2015  Сертификат соответствия ISO 9001:2015 приложение
Сертификат соответствия ISO 9001:2015 приложение ") Сертификат соответствия ГОСТ (сэндвич-панели)
Сертификат соответствия ГОСТ (сэндвич-панели) ") СРО строительство (с.1)
СРО строительство (с.1)  фото") СРО проектирование (с.2)
СРО проектирование (с.2)  фото") СРО проектирование (с.1)
СРО проектирование (с.1)  фото") СРО строительство (с.2)
СРО строительство (с.2) {kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}